Дисплей процесса проверки качества
- доля
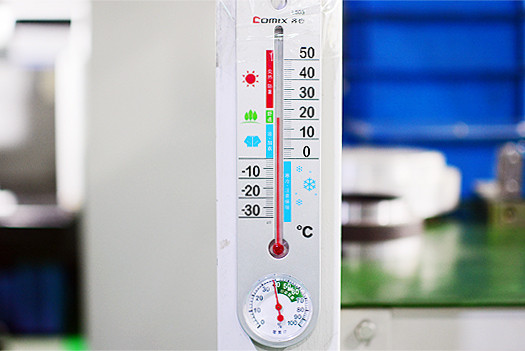
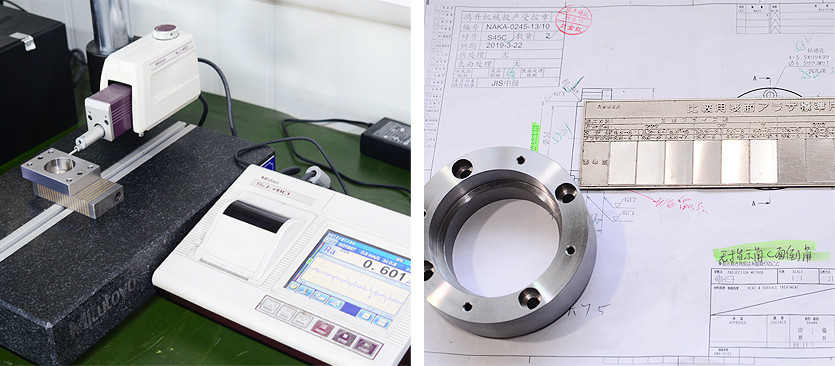
Контроль температуры находится между 18 и 22 градусами в нашей комнате осмотра.
Чтобы обеспечить точность проверки, детали должны быть помещены в комнату контроля термостата на срок более четырех часов до проверки.


Детали должны быть очищены перед осмотром (чтобы обеспечить точное измерение деталей).
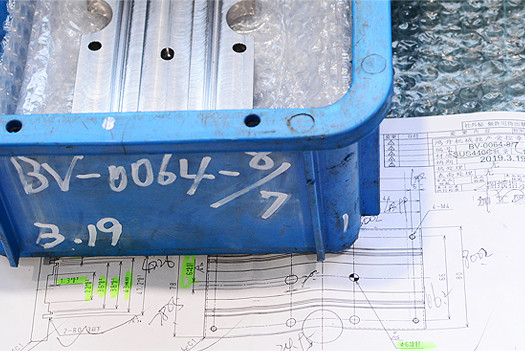
Сначала персонал по контролю качества подтвердит, соответствуют ли детали чертежу или нет, а затем определит, будет ли использоваться чертеж для проекции третьего угла или проекции первого угла.
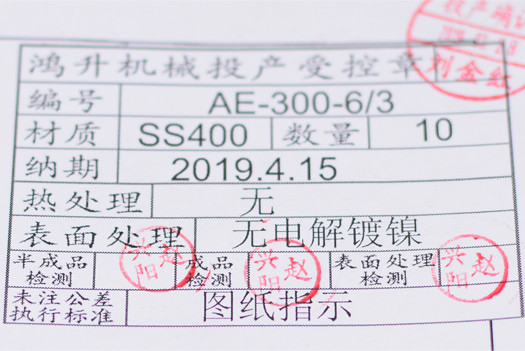
Убедитесь, что материал проверяемых деталей соответствует чертежу (нержавеющая сталь проверяется магнитом, убедитесь, что детали магнитные или нет).
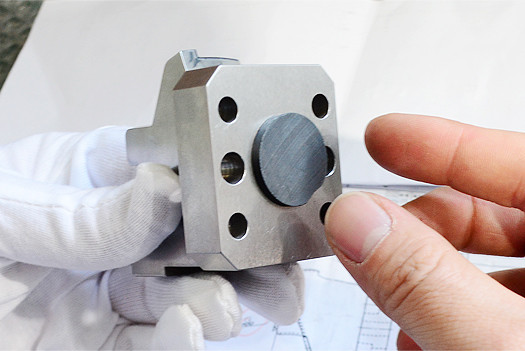
Проверьте внешний вид деталей, проверьте поверхность на наличие заусенцев, царапин и ушибов, а также на предмет снятия фаски или нет.
Убедитесь, что количество соответствует чертежу.
Инструменты проверки в первую очередь должны быть исправлены перед проверкой. Если нет проблем, инструменты будут использоваться после этого.

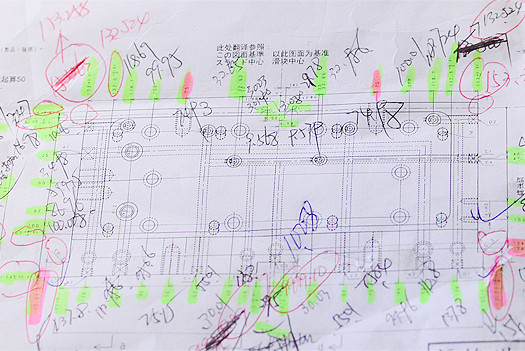
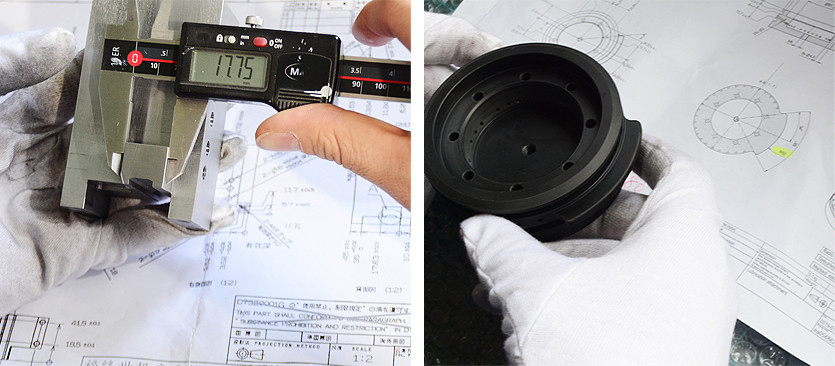
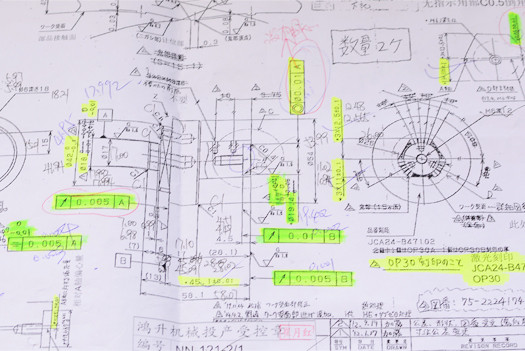
Принципы тестирования Hongsheng заключается в том, что все детали должны проверяться по одному для каждого размера на чертеже, за исключением большого количества деталей, которые будут подвергаться комментариям клиентов при проверке образцов. пометить содержание брака красной ручкой на чертеже. Примечания и описание данных будут написаны на листе регистрации брака.
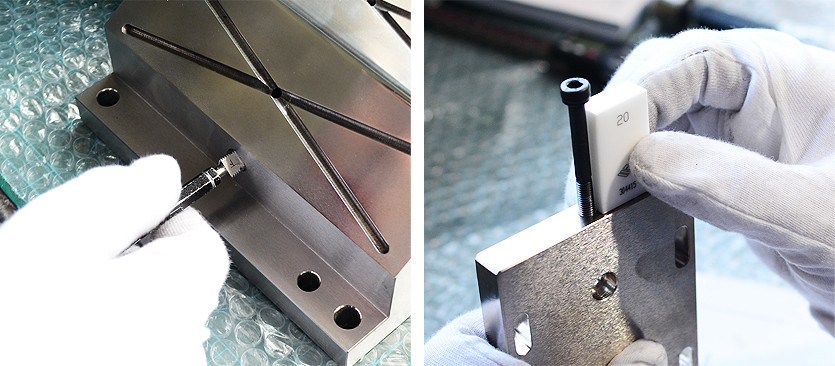
Обнаружение нити. Сначала необходимо проверить, не является ли нить дефектной, если нет, с помощью индикатора Go / No для обнаружения нити. Во-вторых, необходимо проверить глубину и перпендикулярность нити, чтобы определить, является ли нить тонкой или грубой, прямой или конической. Блочные датчики и Precision Square необходимы для проверки перпендикулярности.
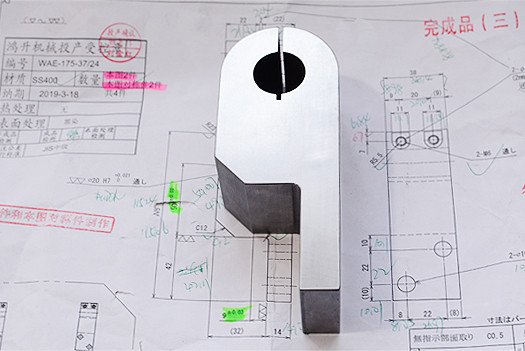
Для подтверждения всех фасок на чертежах отмечены примечания, C-угол и R-угол.
Проверка шероховатости поверхности: шероховатость, записанная на чертеже, сравнивается с измеренным манометром. Для проверки поверхности, которая не требуется на чертеже, но считается важной.

Для выбора поверхности без допусков для измерения при использовании твердомера. Цифры, отмеченные на чертеже с требованиями к твердости, должны быть сопоставлены с фактическими значениями, чтобы увидеть, соответствуют ли они требованиям.
Проверьте примечания: Концентричность, округлость, прямолинейность, плоскостность, симметрия и т. Д., Записанные на чертеже, должны быть проверены. Все размеры проверены и записаны один на один.
После проверки необходимо штамповать печать инспектора при осмотре полуфабрикатов, готовых изделий и обработке поверхности, показанных на чертежах.
Чтобы подтвердить, зарезервировал ли размер теста количество обработанной поверхности, и обратите внимание на упаковку продукта во время транспортировки перед обработкой поверхности. После упаковки на нем должен быть написан предмет обработки поверхности. Чтобы поместить квалифицированные продукты в тот случай, когда детали должны быть обработаны, в то же время чертежи помещаются в папку с соответствующими требованиями.

Начать вторичный осмотр отверстий допусков и внешний вид поверхности после обработки поверхности. Если других проблем нет, поместите чертежи и изделия в коробку с маркированным номером детали, а затем перенесите коробку и протокол испытаний в упаковочную комнату.
Чтобы убедиться, что серийный номер на коробке соответствует продукту на этапе предварительной упаковки. При обстоятельствах несоответствия, изменить правильный номер на внешней стороне коробки и другие детали.